Introduction: The “Bottleneck” of the Lathe


In CNC turning, most operations are continuous. However, deep grooving is a distinct challenge. It is an operation where the tool is boxed in on three sides by the material. As the groove depth exceeds the insert width (Ratio > 1:1), the cutting zone becomes a trap for heat and chips.
If a chip fails to evacuate from a deep groove, it doesn’t just scratch the surface finish; it packs into the bottom, friction-welds to the wall, and snaps the tool holder instantly. This is the #1 cause of machine downtime in grooving operations.
At Premitools, we design our grooving inserts with specific geometries to force chips to fold narrower than the slot width. This guide analyzes the mechanics of deep grooving and provides actionable strategies to prevent tool breakage.
The Physics of Chip Evacuation
In turning, chips flow freely away from the workpiece. In grooving, the chip must flow out of a narrow channel.
The ‘Clock Spring’ Effect
For successful deep grooving, the chip must coil into tight ‘clock springs’ (spirals). If the chip is straight and stringy, it tangles. If it breaks too short, it jams. We achieve the perfect coil through 3D Chip Breakers molded into the insert top.
Steel vs. Aluminum Geometries
- Steel (ISO P): Requires a chip breaker with a ‘wall’ or obstruction to force the chip to curl tightly and break under its own stress.
• Aluminum (ISO N): Requires a highly polished, sharp edge with a deep, open valley to allow the high-volume chips to flow out rapidly without friction welding.
Technique: Peck Grooving vs. Continuous Cut

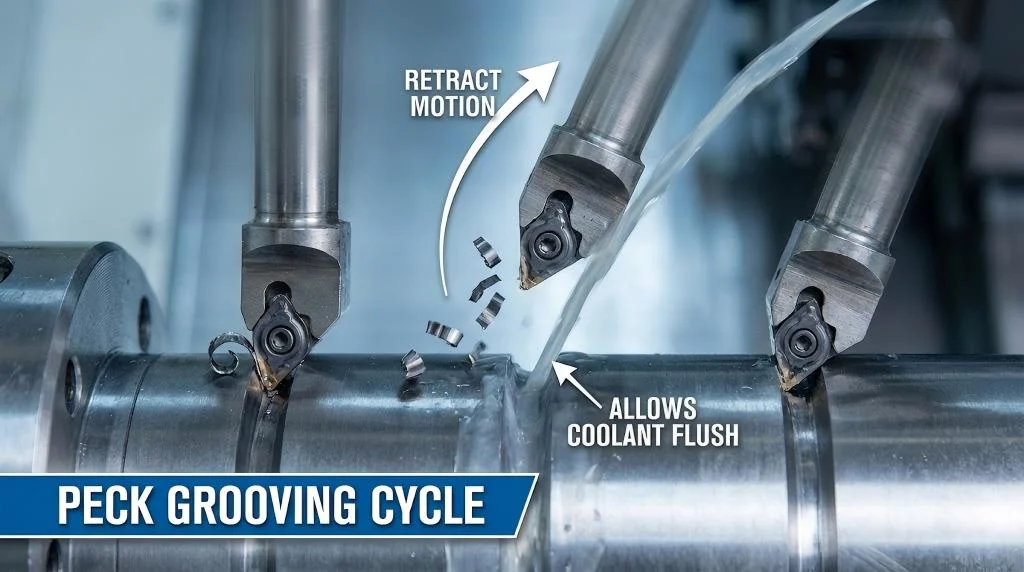
How you program the tool path is just as important as the tool itself. For deep grooves (Depth > 3x Insert Width), continuous plunging is dangerous. We recommend Peck Grooving, similar to peck drilling.
The Pecking Cycle Strategy
- Plunge: Feed in to a depth of 1x – 2x insert width.
- Retract: Pull back rapidly by 0.5mm – 1.0mm. This breaks the chip.
- Dwell: Allow coolant to flush the groove for 0.2 seconds.
- Repeat: Continue until full depth is reached.
This method prevents long, dangerous stringers and allows coolant to reach the cutting tip, significantly extending insert life.
Tooling: Blade Height and Overhang
A grooving tool is essentially a cantilever beam. Deflection kills performance.
The High-Blade Advantage
Standard turning tools are square (25x25mm). However, for deep grooving and parting off, we recommend High Blade holders (e.g., 32mm height). The extra material under the insert seat provides vertical rigidity to withstand the extreme downward cutting forces, preventing vibration (chatter).
Overhang Rules
Keep the blade overhang to the absolute minimum required to clear the part diameter. Every extra millimeter of overhang reduces rigidity by a cubic factor. If the blade extends 50mm, it is 8x less rigid than if it extends 25mm.
Insert Grade Recommendations by Material
| Workpiece Material | Recommended Grade | Characteristics |
| Low Carbon Steel (1018) | P20-P30 (CVD) | Toughness needed to handle gummy chips |
| Alloy Steel (4140/P20) | P10-P20 (PVD) | Wear resistance for heat generation |
| Stainless Steel (304/316) | M20-M30 (PVD TiAlN) | Sharp edge to prevent work hardening |
| Cast Iron (Grey Iron) | K10-K20 (CVD) | High abrasion resistance |
| Aluminum / Non-Ferrous | N10 (Uncoated/Polished) | Mirror finish to prevent BUE |
Coolant: The Game Changer for Deep Grooves
In standard turning operations, flood coolant is often sufficient. In deep grooving, it is useless.stainless turning guide for more details.
The Vapor Barrier Problem
As the tool enters the groove, the top of the insert blocks the external coolant nozzle. The cutting zone becomes dry and superheated. External coolant merely boils off the top.
Through-Tool High Pressure Coolant (HPC)
Premitools strongly advocates for Through-Tool Coolant holders for any groove deeper than 10mm. A high-pressure jet (70 bar / 1000 psi) exits directly under the chip breaker. This does two things:
1. Forces the chip to curl tighter (hydraulic wedge effect).
2. Blasts the chip out of the groove, preventing packing.
FAQ: Troubleshooting Deep Grooves
1. How do I prevent the tool from walking/drifting in deep cuts?
Tool drift usually happens because the blade is not perfectly perpendicular to the spindle axis. Check your turret alignment. Also, reduce the feed rate by 50% for the first 2mm of entry to establish a straight guide path before ramping up to full speed.
2. Why does the ‘pip’ or nub break off when parting?
This happens if the part falls off due to its own weight before the cut is finished. Reduce the feed rate to 0.05mm/rev as you approach the center (last 1mm). Alternatively, use a sub-spindle or parts catcher to support the piece.
3. Can I use a grooving tool for turning (Turn-Grooving)?
Yes, but you need a specific **Multifunction Insert**. These have a wider radius and stronger side-cutting geometry. Do not try side-turning with a standard parting insert; it will snap laterally.
4. What is the best feed rate for stainless steel grooving?
Stainless work-hardens if you dwell. You must keep feeding. Start around **0.08 – 0.12 mm/rev**. Do not go below 0.05 mm/rev, or you will rub against the hardened skin. Check our
5. Why is my surface finish poor on the groove walls?
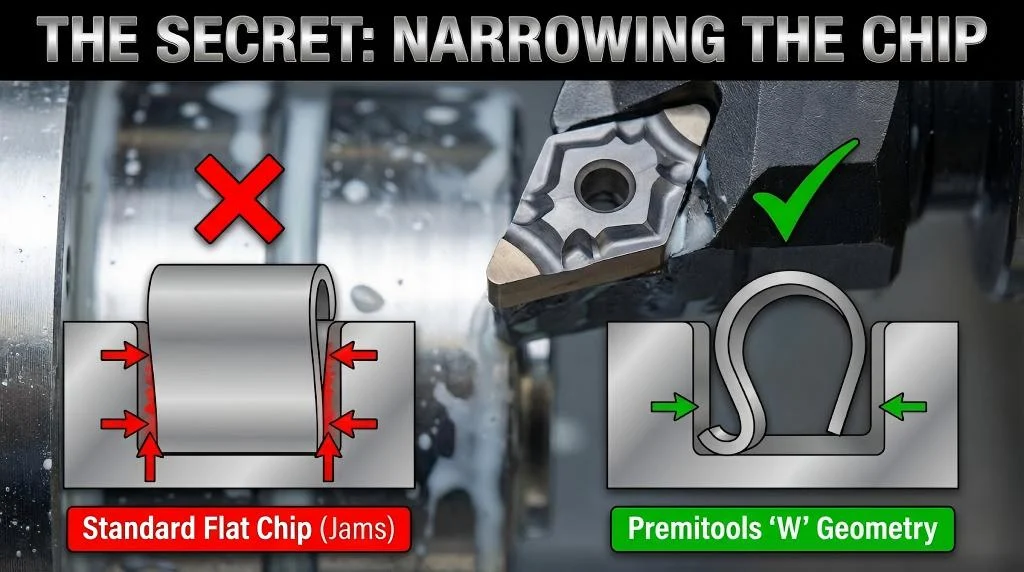
This is often due to chip dragging. The chip is expanding and scratching the walls as it exits. Use a narrower insert (if possible) to leave room for the chip, or use a chip breaker that narrows the chip width.
6. How deep can I groove?
With standard tools, a depth of 8x Insert Width is the practical limit. Beyond that, you need specialized deep-grooving blades with reinforced shanks and internal coolant support.
Conclusion: Controlled Evacuation is Key
Deep grooving is not about brute force; it is about flow control. By selecting an insert geometry that coils the chip narrower than the groove, employing peck cycles to break stringers, and utilizing internal coolant, you can transform a risky operation into a reliable one.
Upgrade your process with Premitools’ advanced grooving and parting solutions and stop fearing the deep cut.