Introduction: The Traditional Bottleneck

For decades, the manufacturing workflow for hardened components (gears, bearings, mold dies) was rigid: Soft Turn -> Heat Treat -> Grind. Grinding was considered the only way to achieve tight tolerances and high surface finishes on steel harder than 45 HRC. However, grinding is slow, energy-intensive, and limits geometric freedom. This bottleneck has been shattered by the maturation of Hard Turning technology.
Hard Turning is defined as the single-point turning of parts with a hardness between 45 and 68 HRC. By replacing the grinding wheel with a PCBN (Polycrystalline Cubic Boron Nitride) insert, manufacturers can reduce cycle times by up to 60%.
At Premitools, we supply the advanced PCD/CBN tools that make this process stable and predictable. This article analyzes the technical and economic arguments for switching from grinding to turning.
The Enabler: What is PCBN?
Standard carbide inserts fail instantly in hardened steel due to abrasive wear and thermal deformation. Ceramic inserts work but are brittle. The game-changer is PCBN.
Second Only to Diamond
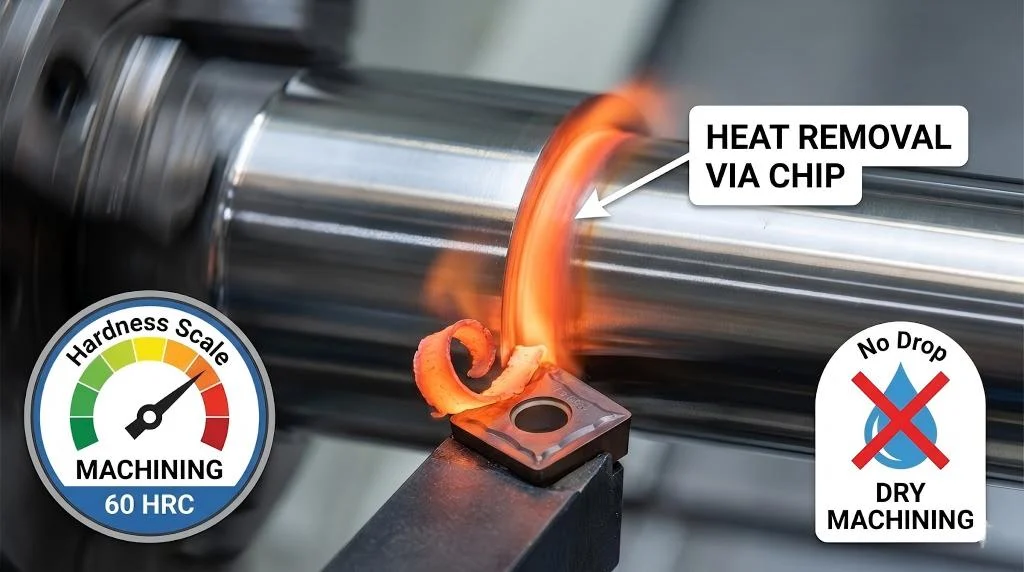
Cubic Boron Nitride (CBN) is the second hardest material known to man. Unlike diamond, which reacts chemically with iron at high temperatures, CBN is chemically inert to ferrous metals up to 1200°C. This allows the cutting edge to remain hard even when the chip is glowing red hot.
Edge Preparation
PCBN inserts feature a ‘Negative Land’ (T-Land) or honed edge preparation. This strengthens the edge to withstand the high compressive forces of cutting 60 HRC steel. Understanding edge prep is just as important here as it is in heavy milling operations.
Strategic Benefits: Why Switch?
The advantages of hard turning extend beyond just cutting speed.
1. Geometric Flexibility
A grinding wheel requires a specific form dressing to create contours. If the part design changes, you need a new wheel profile. In hard turning, a single standard insert can profile complex contours, radii, and chamfers in one continuous path. This flexibility supports ‘Just-In-Time’ manufacturing.
2. Setup Time Reduction
Grinding requires time-consuming setup: wheel balancing, dressing, and multiple spark-out passes. Turning allows the part to be finished on the same lathe used for soft turning (assuming machine rigidity), often in a single clamping.
3. Green Manufacturing (Dry Cutting)
Grinding produces sludge—a toxic mix of coolant and metal dust that is expensive to dispose of. Hard turning is primarily a **dry process**. The heat is carried away in the chip, leaving the workpiece cool and eliminating coolant disposal costs.
Surface Finish: Can Turning Match Grinding?
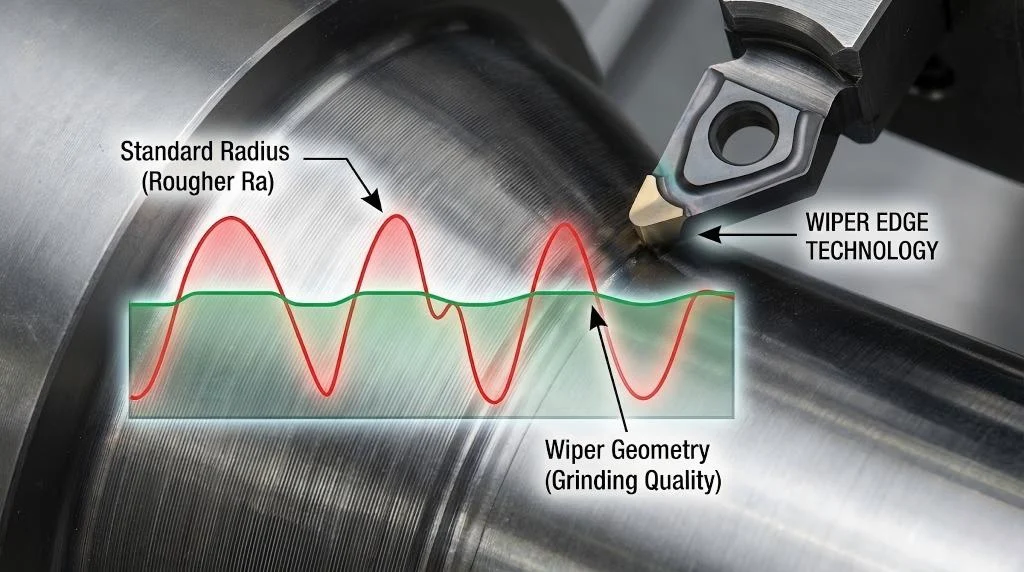
This is the most common objection. The answer lies in the ‘Wiper’ technology.
Achieving Ra 0.2
Standard turning inserts leave feed lines (cusps). However, PCBN inserts with Wiper Geometry have a modified nose radius that smoothes out these peaks. With a Wiper insert, hard turning can consistently achieve surface finishes of **Ra 0.2 – 0.4 µm. While grinding is still superior for sealing surfaces requiring Ra < 0.1 µm, hard turning meets the spec for 90% of transmission and bearing applications. This capability extends to hard threading as well.threading catalog for details.
Machine Requirements: Rigidity is King
You cannot hard turn successfully on a loose, worn-out lathe.
Static and Dynamic Stiffness
The cutting forces in hard turning are high. Any vibration will chip the brittle PCBN edge. The machine must have massive casting weight, high-quality linear guides (or box ways), and a spindle with minimal runout (< 0.002mm).
Thermal Stability
Because the process relies on tight tolerances (IT5/IT6), the machine must have thermal compensation features to account for growth during the day.
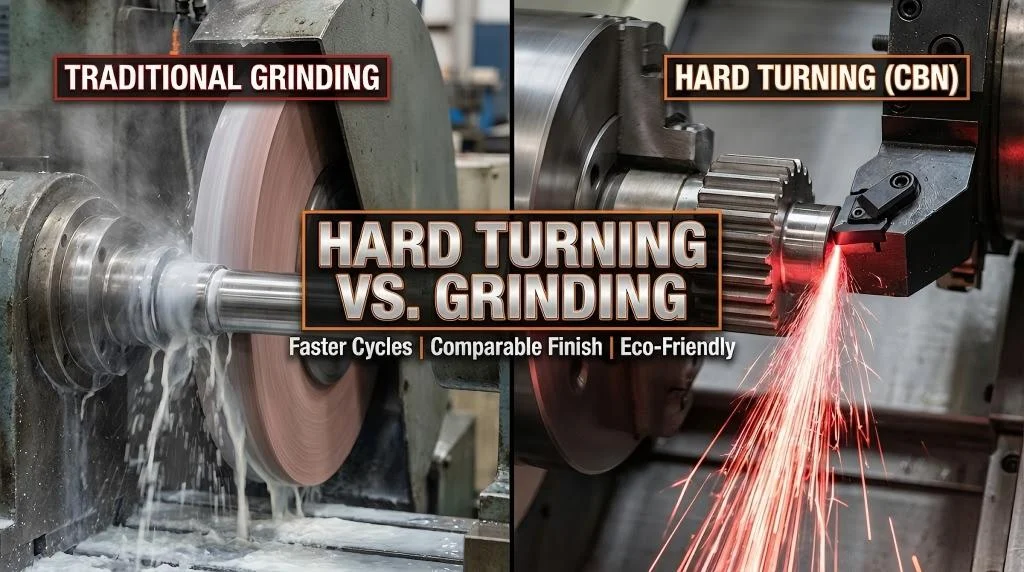
Process Comparison: Cylindrical Grinding vs. Hard Turning
| Metric | Cylindrical Grinding | Hard Turning (PCBN) |
| Material Removal Rate | Low (Finishing only) | High (0.25mm+ DOC) |
| Surface Finish (Ra) | Excellent (< 0.1 µm) | Good (0.2 – 0.4 µm) |
| Coolant Requirement | Mandatory (Flood) | None (Dry) or Minimal |
| Process Flexibility | Low (Requires form wheels) | High (Single point contouring) |
| Equipment Cost | High ($200k+ for CNC Grinder) | Moderate (Standard CNC Lathe) |
| Energy Consumption | High | Low |
Addressing the “White Layer” Concern
Metallurgists often worry about the ‘White Layer’—a micro-thin layer of re-hardened, brittle material on the surface caused by thermal abuse.
Controlling the HAZ
While it is true that abusive turning can cause a white layer, properly optimized hard turning (utilizing the correct wear flank land and feed rate) generates a white layer so thin (< 2 microns) that it is metallurgically insignificant, often thinner than the heat-affected zone (HAZ) caused by abusive grinding.
FAQ: Implementation & Limits
1. Is hard turning suitable for interrupted cuts?
Yes, but grade selection is critical. Standard High-CBN content grades (e.g., CBN-H) are required for interrupted cuts (like gears with oil holes). Low-CBN grades are better for continuous cuts. Heavy edge preparation (T-Land) is also mandatory to protect the edge from impact.
2. Can I hard turn threads?
Absolutely. Hard threading eliminates the need for expensive thread grinding or tapping hardened holes. You need a specialized PCBN threading insert. Check our
3. What is the minimum depth of cut (DOC)?
Do not take ‘dust cuts’. The DOC must be greater than the chamfer on the insert edge (T-Land), typically 0.05mm to 0.1mm. If you cut shallower than this, the tool will rub (plough) instead of cut, generating extreme heat and wearing out instantly.
4. Can I reuse my standard tool holders?
Yes, standard ISO holders (CNMG, DNMG) work fine, provided they are in good condition. However, for maximum rigidity, we recommend heavy-metal boring bars or carbide-shank holders.
5. How many parts can one edge produce?
This varies wildly by HRC and interruption. However, a typical benchmark for a continuous cut on 60 HRC steel is 40-60 minutes of contact time per edge. Given the speed of the process, this translates to hundreds of parts.
6. What about hard grooving?
Hard grooving is possible but requires very specific chip breaker geometries to manage the stiff chips. Premitools offers dedicated grooving solutions for materials up to 55 HRC.
Conclusion: A Paradigm Shift
Hard turning is no longer an experimental process; it is a mature, robust technology that offers massive cost savings over grinding. While it may not replace grinding for the ultra-precision (< IT4) niche, it is the superior choice for the vast majority of general engineering applications.
Ready to eliminate your grinding bottleneck? Explore Premitools’ range of PCBN inserts and start machining dry, fast, and precise.