Introduction: Beyond the DIY Garage

In the context of industrial furniture manufacturing, a router bit is not just a cutter; it is a high-speed precision instrument. While a hobbyist might tolerate a rough edge on a piece of plywood, a cabinetry factory running a Nesting CNC machine cannot. A single chipped edge on a Melamine board means the part is scrapped. Therefore, selecting industrial CNC router bits is a matter of economics, not just preference.
Industrial routers spin at 18,000 to 24,000 RPM. At these speeds, the physics of chip evacuation and vacuum hold-down become critical. If you choose the wrong spiral direction, you might lift the board off the table or pack chips so tightly that the bit creates a friction fire.
Premitools leverages our expertise in metal milling tools to bring aerospace-grade carbide technology to the woodworking sector. This guide analyzes the geometry of shear angles to help you choose the perfect bit for Plywood, MDF, and Laminates.
The Geometry of Shear: Straight vs. Spiral
Why do industrial shops rarely use straight flute bits?
Straight Flute Bits
Straight bits chop the wood. The cutting edge strikes the material all at once across the full depth of cut. This creates a ‘hammering’ effect that limits feed rates and leaves a rougher finish. They are cheap and easy to sharpen, but inefficient for production.
Spiral Flute Bits
Spiral bits (Solid Carbide) are in constant contact with the material. The shearing action is smooth, slicing the wood fibers rather than chopping them. This mimics the efficient cutting action of a twist drill. This continuous contact reduces vibration and allows for feed rates 3x faster than straight bits.
Deep Dive: Up-Cut vs. Down-Cut vs. Compression
The spiral direction determines where the chips go—and where the tear-out happens.
1. Up-Cut (Standard Spiral)
- Mechanics: Like a drill bit, it pulls chips UP out of the cut.
• Pros: Excellent chip evacuation. Prevents overheating. Best for deep grooving.
• Cons: It pulls the top fibers up, causing ‘tear-out’ or fuzz on the top surface. It also lifts the workpiece, requiring strong vacuum hold-down.
2. Down-Cut (Reverse Spiral)
- Mechanics:It pushes chips DOWN into the cut.
• Pros: It pushes the top fibers down, creating a perfectly clean top edge. It also pushes the part down onto the table, aiding work-holding for small parts.
• Cons: Poor chip evacuation. Chips pack into the groove. If you run too slow, the packed chips will burn.
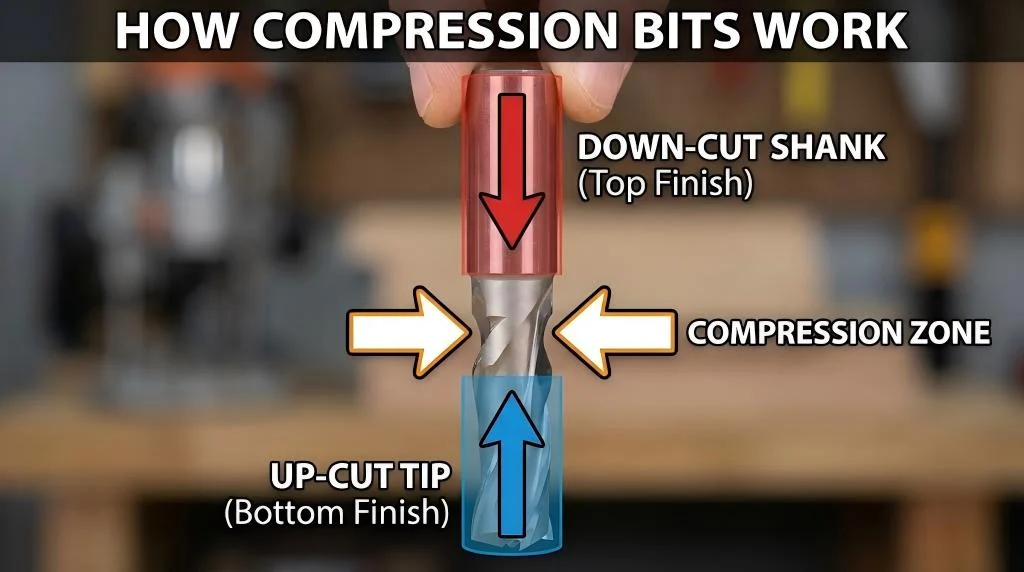
3. Compression (Mortise) Bits
The industry standard for sheet goods (Melamine/Plywood). The tip is Up-Cut (for approx 5mm), and the rest of the shank is Down-Cut.
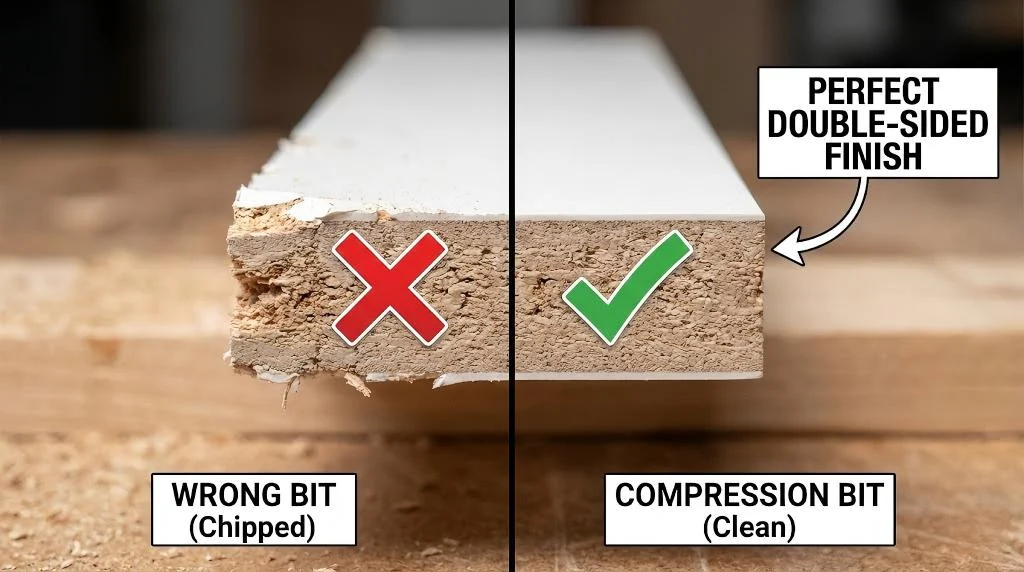
• Result:The Up-Cut tip cleans the bottom edge; the Down-Cut shank cleans the top edge. The forces compress toward the center of the board, leaving zero tear-out on both sides. Explore our compression bit series.PCD tooling section for extreme longevity options.
Material Specific Selection Strategy
Wood composites are abrasive. The glue lines in plywood and the resin in MDF destroy HSS edges rapidly.
Plywood and Laminates
Plywood cores often have voids. Compression bits are essential here to prevent the veneer from delaminating. For abrasive cores, we recommend Solid Carbide or even PCD (Diamond) bits for high-volume runs. Check our
MDF (Medium Density Fiberboard)
MDF is essentially sawdust and glue. It is highly abrasive but uniform. A standard Up-Cut bit is often acceptable if the surface will be painted. However, for double-sided Melamine MDF, a Compression bit is mandatory to prevent chipping the fragile white coating.
Router Bit Selection Matrix
| Operation / Material | Recommended Bit Type | Why? |
| Cutting Melamine/Laminates | Compression Bit | Prevents chipping on both top and bottom faces |
| Cutting Raw MDF | Down-Cut Spiral | Clean top edge; dust is packed into kerf helping vacuum seal |
| Grooving / Dadoing | Up-Cut Spiral | Maximum chip evacuation to prevent burning |
| Solid Wood (Profiling) | Up-Cut Spiral (Ball Nose) | Clears long chips; prevents burning |
| Plastic / Acrylic | Single Flute O Flute | Prevents plastic from melting and re-welding |
Shank Size: The 1/2 Inch Advantage
In Europe and Asia, 12mm shanks are standard. In the US, it’s 1/2 inch (12.7mm). Regardless of the standard, thicker is better. Deflection is the enemy of finish quality.heavy-duty milling cutters.PCD woodworking tools.
Tool deflection is inversely proportional to the 4th power of the diameter. A 1/2 inch tool is 16 times more rigid than a 1/4 inch tool of the same length. Always use the largest shank diameter your collet can handle. This reduces vibration (chatter marks) and extends tool life significantly, a principle we also apply in our
FAQ: Troubleshooting CNC Woodworking
1. How do I determine the correct Feed Rate?
Use the Chip Load Formula: Feed Rate = RPM × Number of Flutes × Chip Load. For a standard 1/2″ compression bit (2 flutes) at 18,000 RPM, aiming for a 0.015″ (0.38mm) chip load, your feed rate should be roughly 540 inches per minute (13.7 m/min).
2. Why is my compression bit burning the wood?
You might be ramping in too slowly, or your ‘Mortise’ depth is incorrect. If the first pass is shallower than the up-cut portion of the tip, the down-cut geometry never engages, and chips cannot escape. Compression bits are designed for full-depth cuts.
3. Can I sharpen solid carbide router bits?
Yes, but it changes the diameter. After sharpening, you must update the tool diameter in your CAM software (e.g., from 12.7mm to 12.5mm) to maintain dimensional accuracy on your parts.
4. Why do I lose vacuum suction when cutting small parts?
This is ‘part movement’. As you cut through the board, vacuum leakage occurs through the kerf. Use a Down-Cut bit for small parts; the downward force helps hold the part in place mechanically, counteracting the vacuum loss.
5. 2-Flute vs. 3-Flute: Which is better?
2-Flute is better for chip clearance (larger gullets) and allows for faster feed rates in soft materials. 3-Flute leaves a smoother finish but requires higher feed rates to prevent burning. Start with 2-Flute for general plywood nesting.
6. What is the life expectancy of a compression bit?
In laminated plywood, a high-quality carbide bit typically lasts 30-50 sheets (4×8 ft). A PCD (Diamond) bit can last 1,500+ sheets. For high-volume factories, PCD offers a vastly superior ROI. Check our
Conclusion: Precision Starts at the Spindle
Industrial woodworking is a balance of speed and finish quality. Using the wrong bit forces you to run slower or spend hours on manual sanding. By matching the spiral geometry (Up/Down/Compression) to your material, you optimize both.
Stop guessing with your tooling. Equip your CNC router with Premitools’ industrial solid carbide router bits and achieve the ‘off-the-machine’ finish your clients demand.