
Key Features
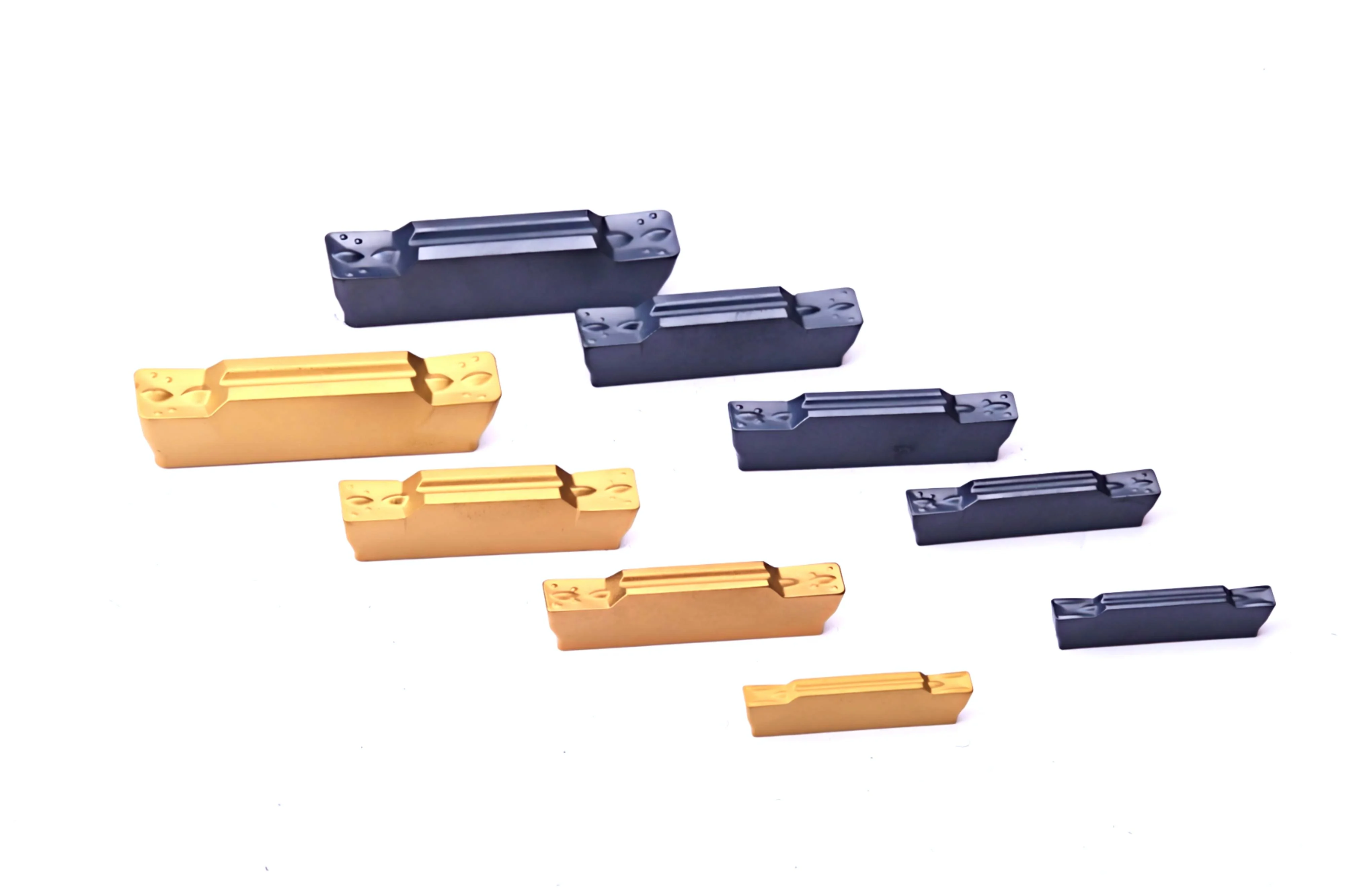
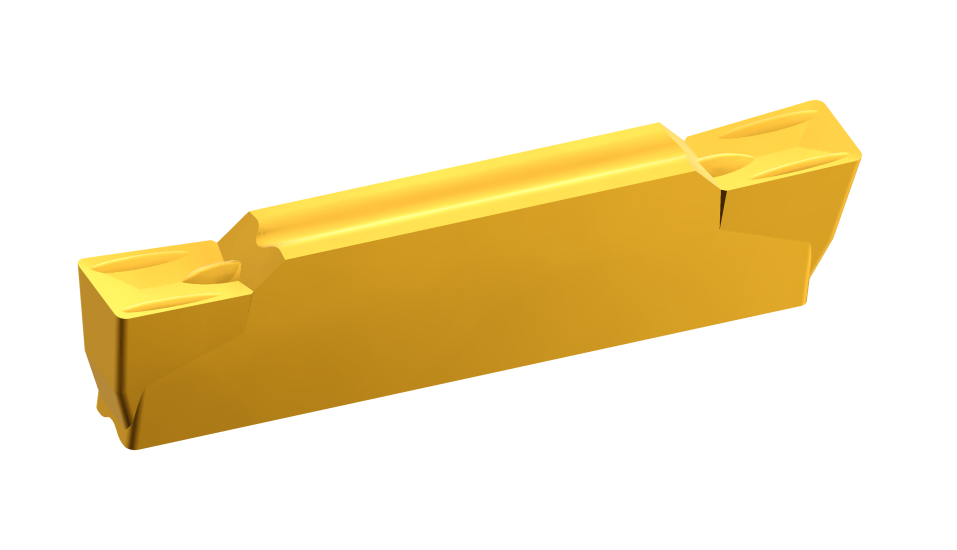
- Multiple insert types for different machining needs: MGMN, MRMN, MGGN, TDJ, TDC, GTN
- Available in various widths and radii to suit different groove dimensions
- CVD-coated, PVD-coated, and uncoated grades for optimal material compatibility
- Special surface treatments to reduce built-up edge and improve tool life
- Suitable for steel, stainless steel, cast iron, aluminum, titanium, and superalloys
Specifications

MGMN / MRMN / MGGN Series
MGMN200-M/G MGMN300-M/G
MGMN500-M/G MRMN200-M
MRMN500-M MGGN200
TDJ / TDC Series
TDJ2 TDJ3 TDJ3, TDC2 TDC3 TDC4 TDC5
DGN Series
DGN2002-J DGN2002-F DGN2002-C
DGN3002-J DGN3002-F DGN3002-C
DGN3102-J DGN3102-F DGN3102-C
Grade Recommendations
- N01–N10: Sub-fine grain for wear resistance; ideal for non-ferrous metals like aluminum and copper.
- M15–M30 / S15–S30: New PVD coating, high red-hardness; excellent for stainless steel, titanium, and nickel alloys.
- P20–P30 / K20–K30 / M20–M30: Nano-composite coating; best for general parting and grooving in steels and cast iron.
Application Guidelines
- Feed Rate: Should not exceed insert radius R; adjust for chip evacuation.
- Cutting Depth: Minimum equal to radius R; maximum depends on machine load.
- Burr Control: Use inserts with larger guide angles to reduce burr.
- Tool Setup: Ensure the insert is aligned 90° to the workpiece center line to reduce vibration.
Advantages
- Versatility: One tool type can perform multiple machining operations.
- Material Compatibility: Grades available for a wide range of workpiece materials.
- Optimized Performance: Enhanced chip control, wear resistance, and surface finish.
- Tool-holder for grooving inserts are also available.


