Introduction: The “Sticker Price” Trap

In the procurement office, the choice seems obvious. A High-Speed Steel (HSS) drill costs $5.00. A Solid Carbide drill of the same size costs $60.00. To the untrained eye, choosing HSS saves 90% of the budget. However, in a production CNC environment, this logic is financially disastrous. At Premitools, we supply both drilling solutions, but we believe in matching the tool to the volume.
The true cost of a tool is not its purchase price; it is the ‘Cost Per Hole’ (CPH). This includes cycle time, tool change downtime, and secondary operations. While HSS has its place in maintenance and handheld work, Solid Carbide is the engine of modern manufacturing profitability.
This technical analysis compares the metallurgy, physics, and economics of solid carbide vs HSS drills to help you make data-driven tooling decisions.
The Material Difference: Hot Hardness


The fundamental performance gap stems from heat resistance.
HSS (High-Speed Steel)
HSS is an alloy steel containing tungsten, chromium, and vanadium. It is tough and flexible, making it forgiving in unstable setups. However, it loses its hardness at approximately 500°C (930°F). Above this temperature, the cutting edge softens and fails instantly. This thermal limit caps your cutting speed.
Solid Carbide (Tungsten Carbide)
Carbide is a ceramic-metal composite (Cermet) made of tungsten carbide particles cemented with cobalt binder. It maintains hardness up to 1000°C (1830°F). This property, known as ‘Hot Hardness’, allows carbide to run at cutting speeds (Vc) 3 to 5 times faster than HSS without thermal failure. This is why carbide is also standard in our milling tools.
Speed and Feed: The Multiplier Effect
Time is money on a CNC machine (typically $60-$100/hour).
Cutting Speed (Vc)
- HSS in Steel: 25 – 30 m/min
• Carbide in Steel: 80 – 120 m/min
Carbide cuts the material 4x faster simply by rotating faster.
Feed Rate (Fn)
Because carbide is stiffer, it can handle heavier chip loads. Where an HSS drill might take 0.1mm/rev, a carbide drill takes 0.25mm/rev. Combined with the higher RPM, the Penetration Rate (mm/min) of carbide is often 5x to 8x higher than HSS.
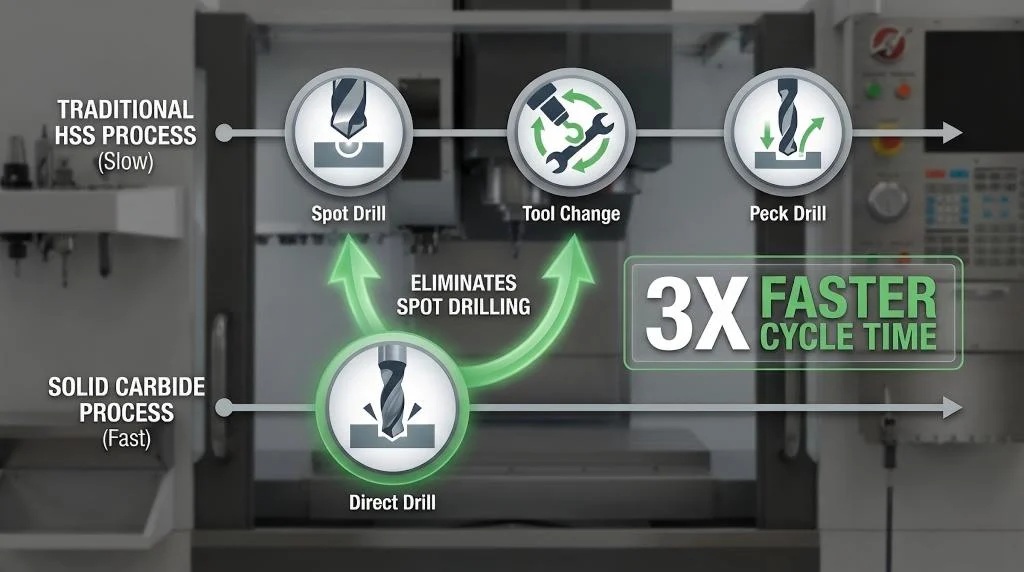
Rigidity: Eliminating the Spot Drill
One of the hidden costs of HSS is its flexibility. An HSS drill tends to ‘walk’ or wander when it touches the workpiece surface, creating an inaccurate hole location. To prevent this, you must program a Center Drill or Spot Drill operation first. This adds a tool change and an extra cycle step.coolant-through drills.
Solid Carbide has a Modulus of Elasticity roughly 3x that of steel. It is incredibly rigid. A quality carbide drill (especially 3xD and 5xD) does not walk. It self-centers instantly. This allows you to remove the Spot Drill operation entirely from your program, saving 15-30 seconds per part. For deep holes, check our
ROI Calculator: 1,000 Holes in 4140 Alloy Steel
Scenario: Drilling 10mm diameter, 30mm deep holes. Machine cost rate: $80/hr.
| Metric | HSS Drill ($5.00) | Solid Carbide Drill ($60.00) |
| Cutting Speed (Vc) | 25 m/min (796 RPM) | 90 m/min (2865 RPM) |
| Feed Rate | 0.15 mm/rev | 0.25 mm/rev |
| Peck Cycle? | Yes (Mandatory) | No (Single shot) |
| Spot Drill Required? | Yes (+20 sec/part) | No |
| Cycle Time Per Hole | 18 seconds | 2.5 seconds |
| Total Time (1000 Holes) | 5.0 Hours | 0.7 Hours |
| Machining Cost ($80/hr) | $400.00 | $56.00 |
| Tool Cost (consumables) | $15.00 (3 drills) | $60.00 (1 drill) |
| TOTAL COST | $415.00 | $116.00 |
Result: Even though the Carbide drill cost 12x more upfront, it saved $299.00 on a single run of 1,000 holes due to machine time savings.
Technology: The Coolant-Through Advantage
Deep hole drilling (>3x Diameter) poses a chip evacuation challenge. HSS drills usually require ‘Peck Drilling’ (G83 cycle)—retracting the tool repeatedly to clear chips. This adds massive non-cutting time.
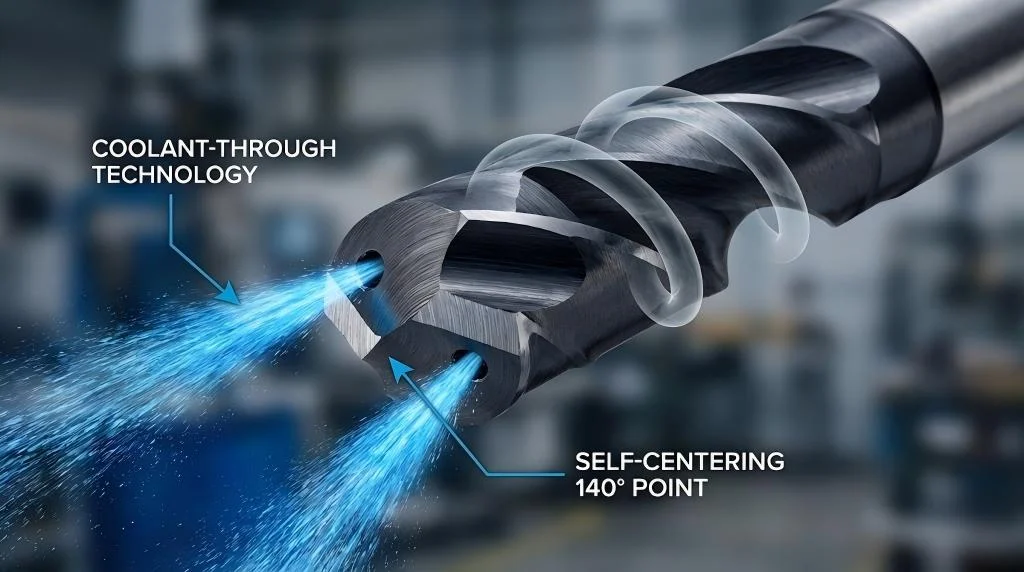
Internal Coolant Channels
Modern solid carbide drills feature helical internal coolant channels. Coolant is pumped through the drill body at high pressure, exiting directly at the cutting tip. This:
- Flushes chips out of the hole instantly (hydraulic evacuation).
- Lubricates the cutting edge at the heat source.
- Allows for continuous, non-peck drilling up to 8xD or even 12xD depths.
This technology is standard in our high-performance drilling series.
FAQ: Implementation & Maintenance
1. Can I retip or regrind solid carbide drills?
Yes. Unlike throw-away HSS drills, solid carbide drills can be reground 3-5 times by a professional service. A reground drill typically costs 20% of a new tool but delivers 90-95% of the performance, further improving ROI.
2. Are carbide drills too brittle for manual machines?
Generally, yes. Carbide is brittle. In a manual drill press or hand drill, any lateral movement or vibration can snap the tool. For manual operations or unstable setups, we still recommend HSS or Cobalt drills.
3. What coating should I choose?
For steel and stainless, TiAlN (Titanium Aluminum Nitride) is the industry standard. It has high heat resistance. For aluminum, use **Uncoated (Polished) carbide to prevent material buildup (BUE).
4. Do I need a spot drill for carbide?
For drills up to 5xD, usually no. However, if you are drilling on a curved surface or an angled entry, you must create a flat spot first using a flat-bottom mill or spot drill.
5. Why did my carbide drill explode in the hole?
Common causes: 1. Chip packing (coolant pressure too low). 2. Runout (TIR > 0.02mm). 3. Spindle stop while tool was still engaged. Carbide tolerates zero bending forces.
6. When should I stick with HSS?
Use HSS for: Deep holes >10xD where internal coolant isn’t available, manual machining, unstable workpieces, or very short-run prototypes where tool lead time/cost is the primary constraint.
Conclusion: Invest in Productivity, Not Just Tools
The transition from HSS to Solid Carbide is a milestone for any machine shop. It marks the shift from ‘making chips’ to ‘optimizing production’. While the upfront cost is higher, the massive reduction in cycle time, elimination of spot drilling, and extended tool life provides an ROI that HSS cannot match.
Ready to speed up your cycle times? Browse Premitools’ comprehensive range of solid carbide drills and finding the perfect match for your material.